
Retortové sáčky vznikly výzkumem a vývojem měkkých plechovek v polovině 20. století. Měkké plechovky se týkají obalů vyrobených výhradně z měkkých materiálů nebo polotuhých kontejnerů, u kterých je alespoň část stěny nebo krytu kontejneru vyrobena z měkkých obalových materiálů, včetně retortových sáčků, retortových krabic, vázaných klobás atd. Hlavní v současnosti používaná forma jsou prefabrikované vysokoteplotní retortové vaky. Ve srovnání s tradičními kovovými, skleněnými a jinými tvrdými plechovkami mají retortové sáčky následující vlastnosti:
●Tloušťka obalového materiálu je malá a přenos tepla je rychlý, což může zkrátit dobu sterilizace. Proto se barva, vůně a chuť obsahu mění jen málo a ztráta živin je malá.
●Obalový materiál je lehký a má malé rozměry, což může ušetřit obalové materiály a náklady na přepravu jsou nízké a pohodlné.

●Umí tisknout nádherné vzory.
●Má dlouhou životnost (6-12 měsíců) při pokojové teplotě a snadno se uzavírá a otevírá.
●Není potřeba chlazení, což šetří náklady na chlazení
●Je vhodný pro balení mnoha druhů potravin, jako je maso a drůbež, produkty z vodních organismů, ovoce a zelenina, různé cereální potraviny a polévky.
●Lze zahřívat společně s obalem, aby nedošlo ke ztrátě chuti, zvláště vhodné pro práci v terénu, cestování a vojenské jídlo.
Kompletní výroba varného sáčku, včetně typu obsahu, zajištění kvality komplexního pochopení konstrukčního návrhu produktu, substrátu a inkoustu, výběru lepidla, výrobního procesu, testování produktu, kontroly procesu balení a sterilizace atd., díky varnému sáčku Návrh struktury produktu je jádrem, takže se jedná o širokou analýzu, nejen k analýze konfigurace substrátu produktu, ale také k další analýze výkonu různých konstrukčních produktů, použití, bezpečnosti a hygieny, hospodárnosti a tak dále.
1. Zkažení potravin a sterilizace
Člověk žije v mikrobiálním prostředí, celá zemská biosféra existuje v nespočtu mikroorganismů, potrava v mikrobiálním rozmnožování přesahuje určitou mez, potrava se kazí a ztrácí poživatelnost.
Příčinou kažení potravin běžných bakterií jsou pseudomonas, vibrio, oba žáruvzdorné, enterobakterie při 60 ℃ zahřívání po dobu 30 minut jsou mrtvé, laktobacily některé druhy vydrží 65 ℃, 30 minut zahřívání. Bacillus obecně vydrží 95-100 ℃, zahřívání po dobu několika minut, několik vydrží 120 ℃ za 20 minut zahřívání. Kromě bakterií se v potravinách vyskytuje také velké množství plísní, včetně Trichoderma, kvasinek a tak dále. Kromě toho světlo, kyslík, teplota, vlhkost, hodnota PH a tak dále mohou způsobit zkažení potravin, ale hlavním faktorem jsou mikroorganismy, proto je použití vaření při vysoké teplotě k ničení mikroorganismů důležitou metodou uchování potravin na dlouhou dobu. čas.
Sterilizaci potravinářských výrobků lze rozdělit na pasterizaci 72 ℃, sterilizaci varem 100 ℃, sterilizaci vařením při vysoké teplotě 121 ℃, sterilizaci vařením při vysoké teplotě 135 ℃ a 145 ℃ ultravysokou teplotu okamžitou sterilizaci, stejně jako někteří výrobci nepoužívají -Standardní teplotní sterilizace asi 110 ℃. Podle různých produktů pro výběr podmínek sterilizace jsou nejobtížnější podmínky sterilizace Clostridium botulinum uvedeny v tabulce 1.
Tabulka 1 Doba smrti spor Clostridium botulinum ve vztahu k teplotě
| teplota ℃ | 100 | 105 | 110 | 115 | 120 | 125 | 130 | 135 |
| Čas smrti (minuty) | 330 | 100 | 32 | 10 | 4 | 80. léta | 30s | 10s |
2.Steamer Bag Surovinové vlastnosti
Vysokoteplotní retortové sáčky na vaření s následujícími vlastnostmi:
Dlouhotrvající funkce balení, stabilní skladování, zabránění růstu bakterií, odolnost proti vysoké teplotě sterilizace atd.
Je to velmi dobrý kompozitní materiál vhodný pro instantní balení potravin.
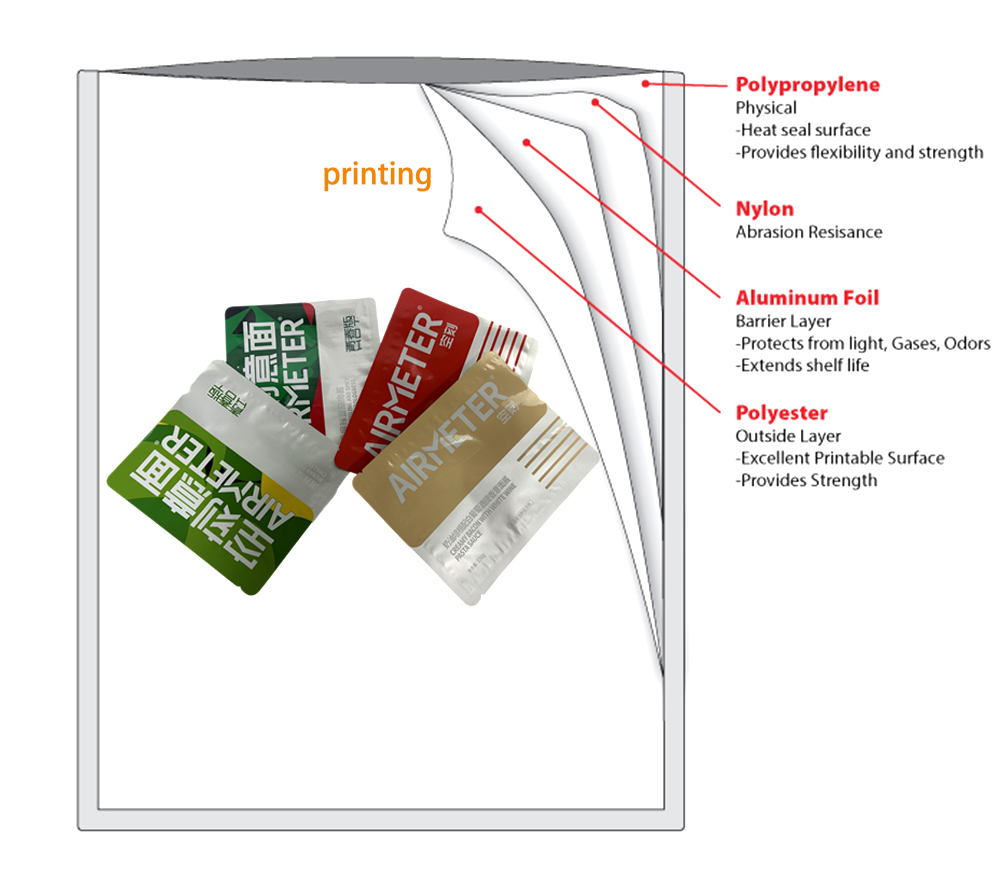
Typická zkouška struktury PET/lepidlo/hliníková fólie/adhezivní lepidlo/nylon/RCPP
Vysokoteplotní retortovací vak s třívrstvou strukturou PET/AL/RCPP
NÁVOD K MATERIÁLU
(1) PET film
BOPET film má jeden znejvyšší pevnosti v tahuvšech plastových fólií a může vyhovět potřebám velmi tenkých výrobků s vysokou tuhostí a tvrdostí.
Vynikající odolnost vůči chladu a teplu.Použitelný teplotní rozsah fólie BOPET je od 70 ℃ do 150 ℃, která si může zachovat vynikající fyzikální vlastnosti v širokém teplotním rozsahu a je vhodná pro většinu obalů produktů.
Vynikající bariérový výkon.Má vynikající komplexní vodní a vzduchovou bariéru, na rozdíl od nylonu, který je silně ovlivněn vlhkostí, jeho voděodolnost je podobná PE a jeho koeficient propustnosti vzduchu je extrémně malý. Má velmi vysokou bariérovou schopnost vůči vzduchu a zápachu a je jedním z materiálů pro udržení vůně.
Chemická odolnost, odolná vůči olejům a tukům, většině rozpouštědel a zředěným kyselinám a zásadám.
(2)BOPA FILM
BOPA fólie mají vynikající houževnatost.Pevnost v tahu, pevnost v roztržení, rázová houževnatost a pevnost v přetržení patří mezi nejlepší v plastových materiálech.
Vynikající flexibilita, odolnost proti dírkám, což není snadné pro obsah propíchnutí, je hlavním rysem BOPA, dobrá flexibilita, ale také zajišťuje dobrý pocit z balení.
Dobré bariérové vlastnosti, dobrá retence vůně, odolnost vůči jiným chemikáliím než silným kyselinám, zvláště vynikající odolnost vůči olejům.
Díky širokému rozsahu provozních teplot a bodu tání 225 °C jej lze používat po dlouhou dobu mezi -60 °C a 130 °C. Mechanické vlastnosti BOPA jsou zachovány při nízkých i vysokých teplotách.
Výkon BOPA fólie je značně ovlivněn vlhkostí a vlhkostí ovlivňuje jak rozměrovou stabilitu, tak bariérové vlastnosti. Poté, co je BOPA fólie vystavena vlhkosti, kromě zmačkání se obecně horizontálně protáhne. Podélné zkracování, poměr prodloužení až 1 %.
(3) polypropylenová fólie CPP, odolnost proti vysokým teplotám, dobrý tepelný těsnicí výkon;
CPP fólie, která je litá polypropylenová fólie, CPP obecná varná fólie s použitím binárních náhodných kopolypropylenových surovin, fóliový sáček vyrobený z vysokoteplotní sterilizace 121-125 ℃ vydrží 30-60 minut.
CPP vysokoteplotní varná fólie s použitím blokových kopolypropylenových surovin, vyrobená z fóliových sáčků, vydrží sterilizaci při vysoké teplotě 135 ℃, 30 minut.
Požadavky na provedení jsou: Teplota bodu měknutí podle Vicata by měla být vyšší než teplota vaření, odolnost proti nárazu by měla být dobrá, dobrá odolnost vůči médiím, bod rybího oka a krystalu by měl být co nejmenší.
Odolá sterilizaci tlakovým vařením 121 ℃ 0,15 MPa, téměř udržuje tvar jídla, chuť a film nepraská, neodlupuje se ani nepřilne, má dobrou stabilitu; často s nylonovou fólií nebo polyesterovým fóliovým kompozitem, obaly obsahující polévkové potraviny, stejně jako masové kuličky, knedlíky, rýži a další zpracované zmrazené potraviny.
(4) Hliníková fólie
Hliníková fólie je jedinou kovovou fólií v flexibilních obalových materiálech, hliníková fólie je kovový materiál, její voděodolnost, plynová blokace, světelná ochrana, zachování chuti je s jakýmkoli jiným obalovým materiálem těžko srovnatelný. Hliníková fólie je jedinou kovovou fólií v flexibilních obalových materiálech. Odolá sterilizaci tlakovým vařením 121 ℃ 0,15 MPa, aby se zajistilo, že tvar jídla, chuť a film nebude praskat, loupat se nebo přilnout, má dobrou stabilitu; často s nylonovým filmem nebo polyesterovým filmovým kompozitem, obaly obsahující polévky a masové kuličky, knedlíky, rýži a další zpracované zmrazené potraviny.
(5)INK
Parní sáčky používající inkoust na bázi polyuretanu pro tisk, požadavky na nízký zbytkový rozpouštědlo, vysokou pevnost kompozitu, žádné zabarvení po vaření, žádné delaminace, vrásky, jako je teplota vaření přesahující 121 ℃, je třeba přidat určité procento tvrdidla, aby se zvýšila teplotní odolnost inkoustu.
Hygiena inkoustu je nesmírně důležitá, těžké kovy jako kadmium, olovo, rtuť, chrom, arsen a další těžké kovy mohou představovat vážné nebezpečí pro přírodní prostředí a lidský organismus. Za druhé, inkoust sám o sobě je složením materiálu, inkoustem, různými spoji, pigmenty, barvivy, různými přísadami, jako jsou odpěňovače, antistatika, změkčovadla a další bezpečnostní rizika. Nemělo by být dovoleno přidávat různé pigmenty těžkých kovů, glykolethery a esterové sloučeniny. Rozpouštědla mohou obsahovat benzen, formaldehyd, methanol, fenol, linkery mohou obsahovat volný toluendiisokyanát, pigmenty mohou obsahovat PCB, aromatické aminy a tak dále.
(6) Lepidla
Steamer Retorting bag kompozit s použitím dvousložkového polyuretanového lepidla, hlavní činidlo má tři druhy: polyester polyol, polyether polyol, polyuretan polyol. Existují dva typy vytvrzovacích činidel: aromatický polyisokyanát a alifatický polyisokyanát. Lepší napařovací lepidlo odolné vůči vysokým teplotám má následující vlastnosti:
●Vysoká sušina, nízká viskozita, dobrá roztíratelnost.
●Skvělá počáteční přilnavost, žádná ztráta pevnosti v odlupování po napařování, žádné tunelování při výrobě, žádné mačkání po napařování.
●Lepidlo je hygienicky nezávadné, netoxické a bez zápachu.
●Rychlejší reakční rychlost a kratší doba zrání (do 48 hodin u kompozitních produktů plast-plast a 72 hodin u kompozitních produktů hliník-plast).
●Nízký objem povlaku, vysoká pevnost spoje, vysoká pevnost tepelného těsnění, dobrá teplotní odolnost.
●Nízká viskozita ředění, může být vysoká práce v pevném stavu a dobrá roztíratelnost.
●Široký rozsah použití, vhodný pro různé filmy.
●Dobrá odolnost vůči odolnosti (teplu, mrazu, kyselinám, zásadám, soli, oleji, koření atd.).
Hygiena lepidel začíná výrobou primárního aromatického aminu PAA (primární aromatický amin), který vzniká chemickou reakcí mezi aromatickými izokyanáty a vodou při tiskařských dvousložkových barvách a laminovacích lepidlech. Vznik PAA je odvozen od aromatických izokyanátů , ale ne z alifatických izokyanátů, akrylátů nebo lepidel na bázi epoxidů. Přítomnost neupravených nízkomolekulárních látek a zbytkových rozpouštědel může také představovat bezpečnostní riziko. Přítomnost nedokončených nízkých molekul a zbytkových rozpouštědel může také představovat bezpečnostní riziko.
3. Hlavní struktura sáčku na vaření
Podle ekonomických a fyzikálních a chemických vlastností materiálu se pro varné sáčky běžně používají následující struktury.
DVĚ vrstvy: PET/CPP,BOPA/CPP,GL-PET/CPP.
TŘI vrstvy: PET/AL/CPP, BOPA/AL/CPP, PET/BOPA/CPP,
GL-PET/BOPA/CPP,PET/PVDC/CPP,PET/EVOH/CPP,BOPA/EVOH/CPP
ČTYŘI VRSTVY: PET/PA/AL/CPP, PET/AL/PA/CPP
Vícepodlažní konstrukce.
PET/EVOH koextrudovaný film /CPP, PET/PVDC koextrudovaný film /CPP, PA/PVDC koextrudovaný film /CPP PET/EVOH koextrudovaný film, PA/PVDC koextrudovaný film
4. Analýza strukturních charakteristik varného sáčku
Základní strukturu varného sáčku tvoří povrchová vrstva/mezivrstva/tepelně svařitelná vrstva. Povrchová vrstva je obecně vyrobena z PET a BOPA, které hrají roli podpory pevnosti, tepelné odolnosti a dobrého tisku. Mezivrstva je vyrobena z Al, PVDC, EVOH, BOPA, která plní především roli bariéry, stínění proti světlu, oboustranného kompozitu atd. Tepelně svařovací vrstva je vyrobena z různých typů CPP, EVOH, BOPA a pod. na. Výběr tepelně těsnící vrstvy z různých typů CPP, koextrudovaného PP a PVDC, koextrudované fólie EVOH, 110 ℃ pod vařením, musí také vybrat fólii LLDPE, hlavně proto, aby hrála roli v tepelném těsnění, odolnosti proti propíchnutí, chemické odolnosti, ale také nízká adsorpce materiálu, hygiena je dobrá.
4.1 PET/lepidlo/PE
Tuto strukturu lze změnit na PA / lepidlo / PE, PE lze změnit na HDPE, LLDPE, MPE, kromě malého počtu speciálních HDPE fólií, kvůli teplotní odolnosti PE, obecně používané pro 100 ~ 110 ℃ nebo tak sterilizované sáčky; lepidlo lze vybrat z běžného polyuretanového lepidla a vroucího lepidla, není vhodné pro balení masa, bariéra je špatná, sáček bude po napaření pomačkaný a někdy se vnitřní vrstva fólie přilepí k sobě. Tato struktura je v podstatě jen vařený sáček nebo pasterizovaný sáček.
4.2 PET/lepidlo/CPP
Tato struktura je typická průhledná struktura varného sáčku, lze zabalit většinu produktů na vaření, která se vyznačuje viditelností produktu, můžete přímo vidět obsah, ale nelze jej zabalit, abyste se vyhnuli světlu produktu. Výrobek je tvrdý na dotek, často je třeba prorazit zaoblené rohy. Tato struktura produktu je obecně sterilizace 121 ℃, běžné lepidlo na vaření při vysoké teplotě, běžné vaření CPP může být. Lepidlo by však mělo zvolit malou míru smrštění jakosti, v opačném případě existuje možnost delaminace po napařování při smršťování vrstvy lepidla, aby se inkoust pohyboval.
4.3 BOPA/lepidlo/CPP
Jedná se o běžné průhledné varné sáčky pro sterilizaci vařením 121 ℃, dobrá průhlednost, měkký dotek, dobrá odolnost proti propíchnutí. Produkt také nelze použít z důvodu nutnosti vyhnout se lehkému balení produktu.
Vzhledem k tomu, BOPA propustnost vlhkosti je velká, tam jsou tištěné produkty v napařování snadno vyrobit jev propustnosti barev, zejména červené řady inkoustu pronikání na povrch, výroba inkoustu často muset přidat vytvrzovací činidlo, aby se zabránilo. Kromě toho, díky inkoustu v BOPA, kdy je adheze nízká, ale také snadno vyrobitelný jev proti přilepení, zejména v prostředí s vysokou vlhkostí. Polotovary a hotové pytle při zpracování musí být zapečetěny a zabaleny.
4.4 KPET/CPP, KBOPA/CPP
Tato struktura se běžně nepoužívá, průhlednost produktu je dobrá, s vysokými bariérovými vlastnostmi, ale může být použita pouze pro sterilizaci pod 115 ℃, teplotní odolnost je o něco horší a existují pochybnosti o jeho zdraví a bezpečnosti.
4,5 PET/BOPA/CPP
Tato struktura produktu je vysoká pevnost, dobrá průhlednost, dobrá odolnost proti propíchnutí, díky PET, rozdíl v rychlosti smrštění BOPA je velký, obecně se používá pro 121 ℃ a pod balením produktu.
Obsah balení je při volbě této struktury produktů kyselejší nebo zásaditější než při použití struktury obsahující hliník.
Vnější vrstva lepidla může být použita pro výběr vyvařeného lepidla, náklady mohou být vhodně sníženy.
4,6 PET/Al/CPP
Toto je nejtypičtější neprůhledná struktura varného sáčku, podle různých inkoustů, lepidla, CPP, teploty vaření od 121 ~ 135 ℃ lze v této struktuře použít.
PET/jednosložkový inkoust/vysokoteplotní lepidlo/Al7µm/vysokoteplotní lepidlo/CPP60µm struktura může dosáhnout požadavků na vaření 121℃.
PET/dvousložkový inkoust/vysokoteplotní lepidlo/Al9µm/vysokoteplotní lepidlo/vysokoteplotní CPP70µm struktura může mít teplotu vaření vyšší než 121 °C a zvýší se bariérová vlastnost a prodlouží se skladovatelnost, což může být více než jeden rok.
4,7 BOPA/Al/CPP
Tato struktura je podobná výše uvedené struktuře 4.6, ale kvůli velké absorpci vody a smrštění BOPA není vhodná pro vysokoteplotní vaření nad 121 ℃, ale odolnost proti propíchnutí je lepší a může splňovat požadavky 121 ℃ vaření.
4.8 PET/PVDC/CPP, BOPA/PVDC/CPP
Tato struktura bariéry produktu je velmi dobrá, vhodná pro 121 ℃ a následnou tepelnou sterilizaci vařením a kyslík má vysoké požadavky na bariéru produktu.
PVDC ve výše uvedené struktuře lze nahradit EVOH, který má také vysokou bariérovou vlastnost, ale jeho bariérová vlastnost se zjevně snižuje, když je sterilizován při vysoké teplotě, a BOPA nelze použít jako povrchovou vrstvu, jinak bariérová vlastnost prudce klesá. se zvýšením teploty.
4,9 PET/Al/BOPA/CPP
Jedná se o vysoce výkonnou konstrukci varných sáčků, které mohou zabalit prakticky jakýkoli produkt na vaření a také odolat teplotě vaření 121 až 135 stupňů Celsia.
Struktura I: PET12µm/vysokoteplotní lepidlo/Al7µm/vysokoteplotní lepidlo/BOPA15µm/vysokoteplotní lepidlo/CPP60µm, tato struktura má dobrou bariéru, dobrou odolnost proti propíchnutí, dobrou sílu pohlcující světlo a je to druh vynikající 121 ℃ sáček na vaření.

Struktura II: PET12µm/vysokoteplotní lepidlo/Al9µm/vysokoteplotní lepidlo/BOPA15µm/vysokoteplotní lepidlo/vysokoteplotní CPP70µm, tato struktura, kromě všech výkonnostních charakteristik struktury I, má charakteristiky 121 ℃ a nad vysokou teplotou vaření. Struktura III: PET/lepidlo A/Al/lepidlo B/BOPA/lepidlo C/CPP, množství lepidla A je 4g/㎡, množství lepidla B je 3g/㎡ a množství lepidla lepidlo C je 5-6g/㎡, což může splnit požadavky a snížit množství lepidla A a lepidla B, což může přiměřeně ušetřit náklady.
V druhém případě jsou lepidlo A a lepidlo B vyrobeny z lepidla lepšího varu a lepidlo C je vyrobeno z lepidla odolného vůči vysoké teplotě, které může také splnit požadavek varu 121 ℃ a zároveň snížit náklady.
Struktura IV: PET/lepidlo/BOPA/lepidlo/Al/lepidlo/CPP, tato struktura je přepnutá poloha BOPA, celkový výkon produktu se výrazně nezměnil, ale houževnatost BOPA, odolnost proti proražení, vysoká pevnost kompozitu a další výhodné vlastnosti , nedala plnou hru této struktuře, proto je aplikace relativně málo.
4.10 PET/ koextrudovaný CPP
Koextrudovaný CPP v této struktuře obecně označuje 5vrstvý a 7vrstvý CPP s vysokými bariérovými vlastnostmi, jako jsou:
PP/spojovací vrstva/EVOH/spojovací vrstva/PP;
PP/spojovací vrstva/PA/spojovací vrstva/PP;
PP/spojená vrstva/PA/EVOH/PA/spojená vrstva/PP atd.;
Proto aplikace koextrudovaného CPP zvyšuje houževnatost produktu, snižuje rozbití obalů během vakuování, vysoký tlak a kolísání tlaku a prodlužuje dobu uchování díky zlepšeným bariérovým vlastnostem.
Stručně řečeno, struktura odrůdy vysokoteplotních varných sáčků, výše uvedené je pouze předběžná analýza nějaké společné struktury, s vývojem nových materiálů, nových technologií, bude více novějších struktur, takže obaly na vaření mají větší výběr.
Čas odeslání: 13. července 2024


